Zum Mahlen von Schneidern mit Klopfenzähne über M16- und Werkzeugdurchmessern über φ20 sollte eine höhere Verriegelungskraft auf die Collet -Nuss aufgetragen werden. Die Länge des Mahlschneiders sollte nicht zu lang sein, und die Verarbeitung sollte mit der entsprechenden Geschwindigkeit und Futtermittel übereinstimmen, sonst erzeugt sie einen schweren Schock. Wenn der Winkelkopf beschädigt ist und nicht verwendet werden kann, fragen Sie bitte den Händler des Winkelmahlen -Headsfirst. Versuchen Sie nicht, es selbst zu reparieren.
Wir stellt alle Arten von Winkelkopf für CNC -Bearbeitungszentrum, CNC -Mühlenmaschine, Branchenmaschine, vertikale Bohrmaschine und Klopfmaschine her.
Parameter:
PRM ---- 3000 U / min ----- 60 nm
Klemmenbereich: 3-20 mm T Apping: Größter M16 (S45C)
Zahnradverhältnis: 1: 1
Material: Stahl
Inspektion: 100% Inspektion vor dem Versand, um die Qualität zu gewährleisten.
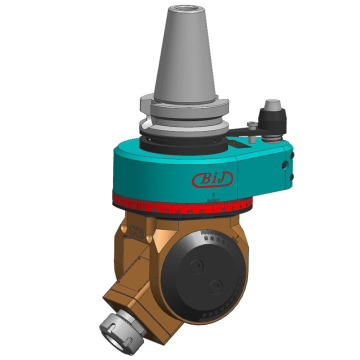
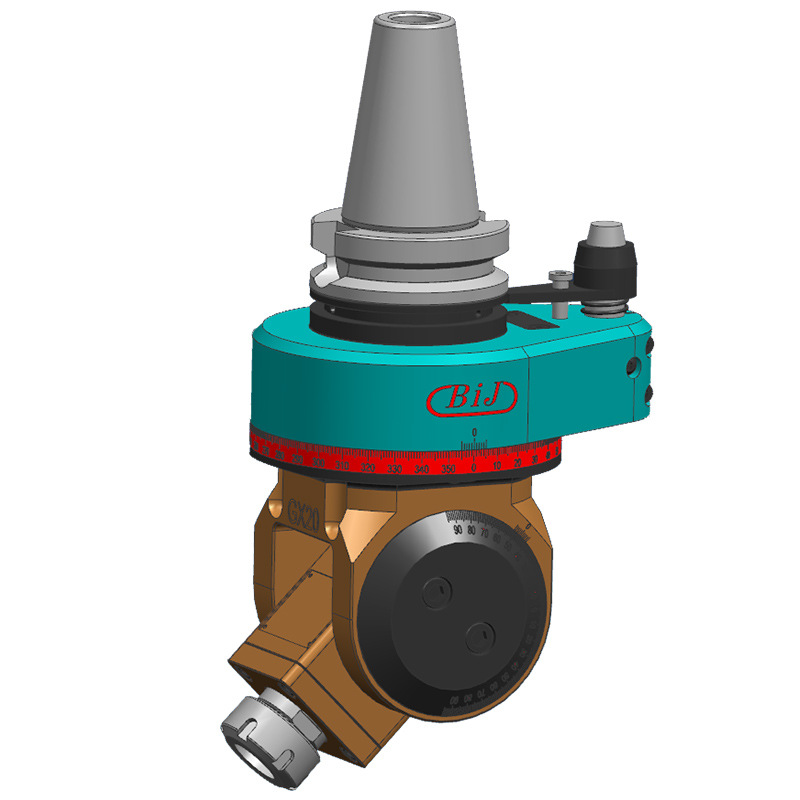
Modell NR: BT50-ER32-ANG195

Unsere Produktionszeichnung unten: 


Installation des CNC -Winkelkopfes
Überprüfen Sie die Sechskantschrauben des Verriegelungsrings. Sie sind verschlossen. Lösen Sie die Seitenverriegelungsschraube des Positionierungsstifts und drücken Sie den Positionierungsstift auf die niedrigste Höhe, bevor Sie die Seitenverriegelungsschraube einsperren. Lösen Sie die Seiteneinstellschraube des Stopprings, damit sich der Schaft frei dreht.
Wischen Sie die Spindelmontageoberfläche der Werkzeugmaschine sauber ab, entfernen Sie die an der Spindel benötigten Schrauben (der Positionierungsblock sollte in der Nichteinmischungsposition des Spindelwerkzeugs so weit wie möglich den Arm installiert werden) und sperren Sie den Positionierungsblock am Spindel Befestigungsoberfläche und angemessen erhöhen Sie die Verriegelungskraft, um den Verriegelungsgrad zu gewährleisten.
Positionieren Sie die M19 -Spindel der Werkzeugmaschine und prüfen Sie, ob das innere Kegelloch der Werkzeugmaschinespindel sauber ist. Legen Sie den Winkelkopf in die Spindel der Werkzeugmaschine, suchen Sie die relative Position des Klemmschlitzes und Positionierungsstift des Winkelkopfes und der Spindel- und Positionierungsblock des Werkzeugwerkzeugs. Drücken Sie den Winkelkopf in die Spindel der Werkzeugmaschine und erwidern Sie sich mehrmals, um zu bestätigen, dass der Winkelkopfstoppblock leicht zum Schlitz des Stopprings zurückspringen kann. Nehmen Sie den Winkelkopf ab, um die Seitenfixschraube des Ringkreises abzuschließen, und erhöhen Sie die Verriegelungskraft, um sicherzustellen, dass das Schloss fest ist. Drücken Sie den Winkelkopf erneut in den Maschinenmeister
Welle, prüfen Sie, ob der Stopp reibungslos in den Stoppringschlitz zurückspringen kann.
Laden Sie den Latein, laden Sie den Winkelkopf in die Spindel des Werkzeugwerkzeugs und ziehen Sie ihn fest und drehen Sie manuell die Spindel der Werkzeugmaschine, um zu prüfen, ob er glatt ist. Nachdem der Winkelkopf in die Spindel der Werkzeugmaschine geladen wurde, hinterlässt der Stoppblock den Stop -Ring -Steckplatz in der mittleren Position, und das oben und das unten stört nicht. Lösen Sie die Seitenverriegelungsschraube des Positionierungsstift der Positioniernadel.
Lösen Sie die Verriegelungsschraube des Winkelkopfhaltrings, und dann kann der Winkelkopfkörper horizontal 360 Grad gedreht werden. Verwenden Sie die Kalibrierungstabelle, um den Datum -Level zu nivellieren, die Verriegelungsschraube des Winkelkopfhaltungsrings zu sperren, die Maschinengeschwindigkeit auf 50 U / min einzustellen, zu prüfen, ob Abnormalität vorliegt, die Spindelgeschwindigkeit der Werkzeugmaschine auf 1000 U / min einstellen, und überprüfen wieder.
Produktgruppe : Winkelkopf > Universeller Winkelkopf
 Anfrage-Korb (
Anfrage-Korb (






 Scannen zu besuchen
Scannen zu besuchen